Kas ir indukcijas termiskās apstrādes virsmas process?
Indukcijas apkure ir termiskās apstrādes process, kas ļauj ļoti mērķtiecīgi sildīt metālus ar elektromagnētisko indukciju. Procesa pamatā ir inducētās elektriskās strāvas materiālā siltuma ražošanai, un tā ir vēlamā metode, ko izmanto metālu vai citu vadošu materiālu sasaistīšanai, sacietēšanai vai mīkstināšanai. Mūsdienu ražošanas procesos šī termiskās apstrādes forma piedāvā izdevīgu ātruma, konsekvences un vadības kombināciju. Kaut arī pamatprincipi ir labi zināmi, mūsdienu cietvielu tehnoloģijas attīstība procesu ir padarījusi par ļoti vienkāršu, rentablu apkures metodi lietojumiem, kas saistīti ar savienošanu, apstrādi, apkuri un materiālu testēšanu. 
Indukcijas termiskā apstrāde, izmantojot ļoti kontrolējamu elektriski apsildāmu spoli, ļaus jums izvēlēties labākās fizikālās īpašības ne tikai katrai metāla daļai, bet arī katrai šīs detaļas daļai. Indukcijas sacietēšana var piešķirt izcilu izturību gultņu vārpstām un vārpstas sekcijām, nezaudējot elastību, kas nepieciešama trieciena slodžu un vibrācijas apstrādei. Jūs varat sacietēt iekšējās gultņu virsmas un vārstu sēdekļus sarežģītās daļās, neradot traucējumus. Tas nozīmē, ka jūs varat sacietēt vai atlaidināt noteiktas izturības un plastiskuma zonas tādā veidā, kas vislabāk atbilst jūsu vajadzībām.
Indukcijas termiskās apstrādes pakalpojumu priekšrocības
- Mērķtiecīga termiskā apstrāde Virsmas sacietēšana saglabā serdes sākotnējo plastiskumu, vienlaikus sacietējot detaļas lielu nodiluma zonu. Sacietējušo laukumu precīzi kontrolē attiecībā uz korpusa dziļumu, platumu, atrašanās vietu un cietību.
- Optimizēta konsekvence Novērsiet pretrunas un kvalitātes problēmas, kas saistītas ar atklātu liesmu, degļa sildīšanu un citām metodēm. Kad sistēma ir pareizi kalibrēta un iestatīta, nav minējumu darba vai variāciju; sildīšanas shēma ir atkārtojama un konsekventa. Izmantojot mūsdienīgas cietvielu sistēmas, precīza temperatūras kontrole nodrošina vienotus rezultātus.
- Maksimāla produktivitāte Ražošanas ātrumu var palielināt, jo siltums tiek veidots tieši un uzreiz (> 2000ºF <1 sekundē) detaļas iekšpusē. Startēšana notiek praktiski acumirklī; nav nepieciešams iesildīšanās vai atdzesēšanas cikls.
- Uzlabota produktu kvalitāte Daļas nekad nesaskaras ar liesmu vai citu sildelementu; siltums tiek inducēts pašā daļā, mainot elektrisko strāvu. Tā rezultātā tiek samazināta produktu deformācija, izkropļojumu un noraidīšanas biežums.
- Samazināts enerģijas patēriņš Apnicis palielināt komunālos maksājumus? Šis unikāli energoefektīvais process līdz 90% no patērētās enerģijas pārvērš lietderīgajā siltumā; sērijveida krāsnis parasti ir tikai 45% energoefektīvas. Nav nepieciešami iesildīšanās vai atdzesēšanas cikli, tāpēc gaidīšanas režīmā siltuma zudumi tiek samazināti līdz minimumam.
- Videi draudzīga Tradicionālo fosilo kurināmo dedzināšana nav nepieciešama, kā rezultātā tiek iegūts tīrs, nepiesārņojošs process, kas palīdzēs aizsargāt vidi.
Kas ir indukcijas apkure?
Indukcijas apkure ir bezkontakta sildīšanas metode ķermeņiem, kas absorbē enerģiju no mainīga magnētiskā lauka, ko ģenerē indukcijas spole (induktors).
Ir divi enerģijas absorbcijas mehānismi:
- tuvu cilpiņu (virpuļojošu) strāvu radīšana ķermeņa iekšienē, kas ķermeņa materiāla elektriskās pretestības dēļ izraisa sasilšanu
- histerēzes karsēšana (TIKAI magnētiskiem materiāliem!) Magnētisko mikro tilpumu (domēnu) berzes dēļ, kas rotē pēc ārējā magnētiskā lauka orientācijas
Indukcijas sildīšanas princips
Parādību ķēde:
- Indukcijas apkures barošana piegādā strāvu (I1) indukcijas spolē
- Spoles strāvas (ampēru apgriezieni) rada magnētisko lauku. Lauka līnijas vienmēr ir slēgtas (dabas likums!), Un katra līnija apiet pašreizējo avotu - spoles pagriezienus un sagatavi
- Mainīgs magnētiskais lauks, kas plūst caur detaļas šķērsgriezumu (savienots ar daļu), inducē spriegumu daļā
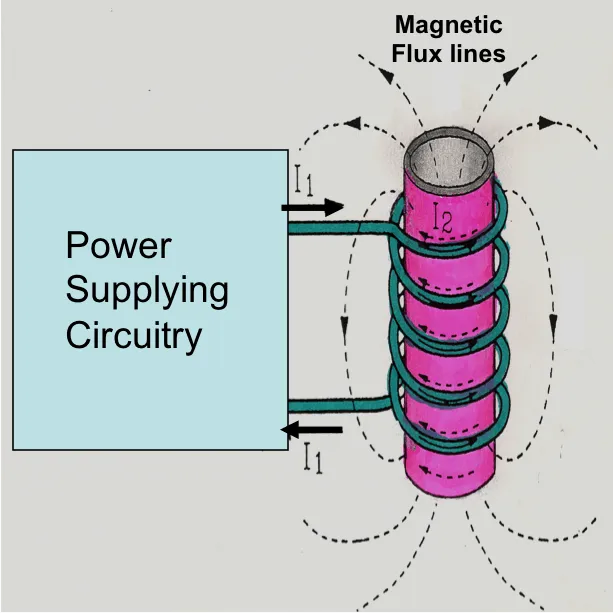
- Inducētais spriegums, ja iespējams, rada virpuļstrāvas (I2) daļā, kas plūst virzienā pretēji spoles strāvai
- Virpuļstrāvas daļā rodas siltums
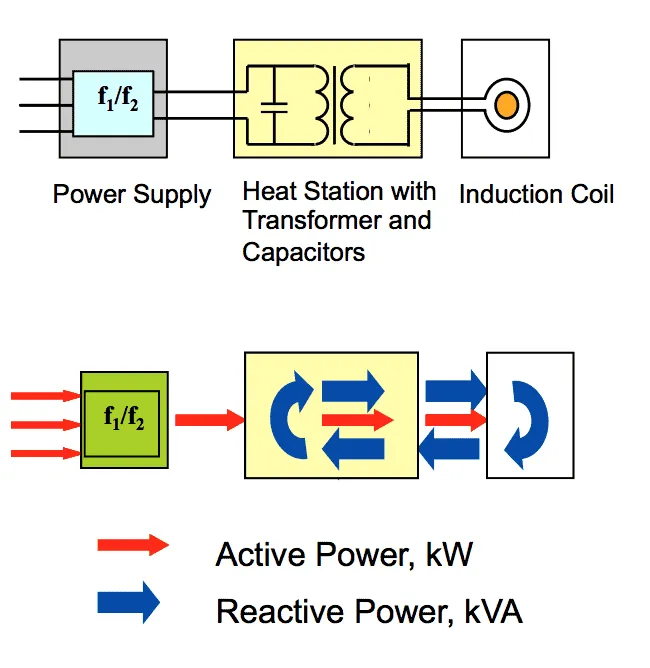
Jaudas plūsma indukcijas apkures iekārtās
Maiņstrāva katra frekvences cikla laikā divreiz maina virzienu. Ja frekvence ir 1kHz, strāva sekundē maina virzienu 2000 reizes.
Strāvas un sprieguma reizinājums dod momentānās jaudas vērtību (p = ixu), kas svārstās starp barošanas avotu un spoli. Mēs varam teikt, ka spole daļēji absorbē (aktīvā jauda) un daļēji atspoguļo (reaktīvā jauda). Kondensatora akumulatoru izmanto ģeneratora izkraušanai no reaktīvās jaudas. Kondensatori no spoles saņem reaktīvo jaudu un nosūta to atpakaļ uz spoli, kas atbalsta svārstības.
Kontūru “spoles-transformatora-kondensatorus” sauc par rezonanses vai tvertnes ķēdi.