Cietlodēšana vara caurulēs ar indukciju
Apraksts
Mērķis
Pierādīšana vara caurules ar indukcijas cietlodēšanu un sasmalciniet laiku, izmantojot DW-UHF-10 kW sistēmu un pieejamo dalīto laboratorijas spoli

Iekārta
DW-UHF-10KW indukcijas cietlodēšanas mašīna
Materiāli
• Vara caurules - iesūkšanas caurule
• Cietā pasta
Galvenie parametri
Jauda: 10 kW
Temperatūra: Aptuveni 1500 ° C (815 ° F)
Laiks: 5 - 5.2 sek

Process:
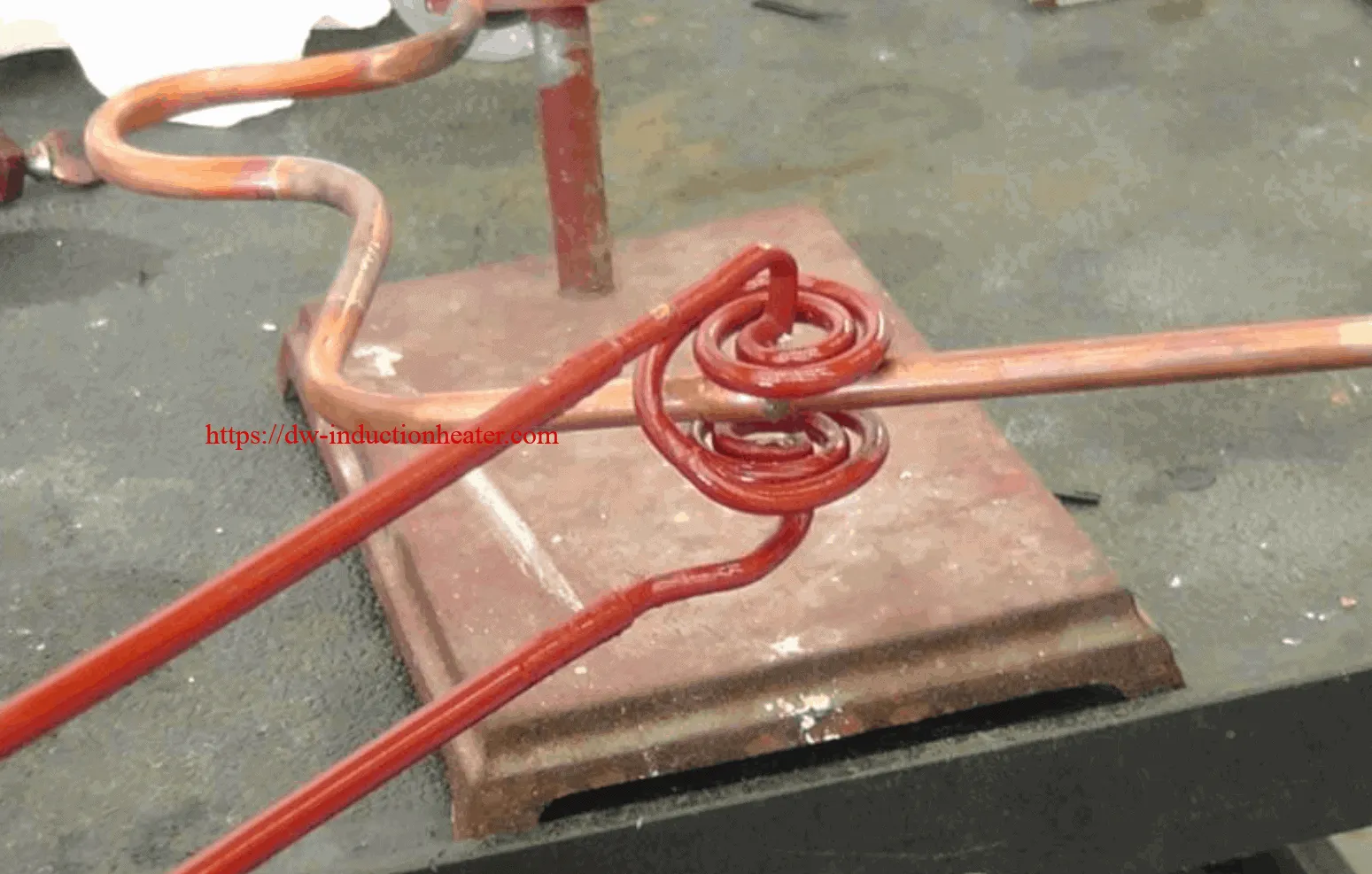
Tā kā testam bija paredzēts tikai viens montāža, mēs uzstādījām testa slodzi, izmantojot smagas sienas 5/16 ”vara caurules, kas izveidotas, piemēram, viena caurule pieņēma otru izveidotā atvērtā atloka galā. Siltuma laiks tika aprēķināts, izmantojot temperatūras noteikšanai tempilaque krāsu. Testa komplektu (kam seko komplektācijā iekļautie komponenti) samontēja ar pārklājumu ar 505 sakausējuma cietlodu pastu un ievieto pievienotajās fotogrāfijās laboratorijas testa spolē.) Tika konstatēts, ka karstuma cikls 5–5.2 sekundes izplūst sakausējumam un veido savienojumu .

Rezultāti / ieguvumi:
- Kā parādīts, DW-UHF modelis indukcijas cietlodēšanas sistēma spēj sildīt gan lielākās, gan mazākās caurules līdz caurulēm sekcijas, lai pabeigtu cietlodēto savienojumu. Siltuma laiki, izmantojot pieejamo testa spirāli, atbilst ražošanas siltuma laika cerībām, kuras prasa Electrolux.
- HLQ pārskatīšanai būs nepieciešama pilna montāža, lai izstrādātu galīgo spoles dizainu, kurā var ievietot visus 12 savienojumus, kas norādīti jūsu maketa fotoattēlā. Ir nepieciešams zināt un redzēt atstarpes starp cietlodējamo cauruļu savienojumiem un tērauda kompresora sekciju, lai pārliecinātos, ka tērauda korpusu neietekmē radītais RF lauks, kas izveidots pie slodzes spoles. Šim galīgajam dizainam var būt nepieciešams pievienot ferīta materiālus spolē, kas kalpos RF lauka fokusēšanai uz vara vadiem, nevis uz tērauda korpusu.
- Sākotnējie testi tika pabeigti ar DW-UHF-10kW, izmantojot pieejamo laboratorijas spoli. Ražošanas spole tiks ievietota nevadošā korpusā, kas operatoram ļaus to izmantot, lai spoli atrastu pret vara vadiem, lai precīzi un pozitīvi sildītu trauksmes procesu. Ražošanas spoles konstrukcijā būs īsāki vadi nekā testa spolē, un tā būs konfigurēta tā, lai uzlabotos siltuma cikli (īsāki siltuma laiki).