
Indukcijas tērauda stiepļu rūdīšana
Apraksts
Indukcijas tērauda stiepļu rūdīšanas procesa pielietojums
Kas ir indukcijas rūdīšana?
Indukcijas atlaidināšana ir sildīšanas process, kas optimizē mehāniskās īpašības, piemēram, izturību un elastību sagatavēs, kas jau ir sacietējuši.
Indukcijas tērauda stiepļu rūdīšana
Mēs nodrošinām augstu kvalitāti, ātru apgrozījumu, lielisku klientu apkalpošanu un konkurētspējīgas cenas.
HLQ ir līderis indukcijas termiskās apstrādes nozarē, kas Ķīnā piedāvā dažādus termiskās apstrādes pakalpojumus, tostarp indukcijas atlaidināšanu. Indukcijas atlaidināšana ir termiskās apstrādes process, ko parasti veic pēc indukcijas sacietēšanas procesa pabeigšanas. To veic zemākā temperatūrā nekā indukcijas sacietēšanas process, lai sasniegtu vēlamo cietības diapazonu vai pievienotu detaļai stingrību, palielinot elastību. Tērauda indukcijas atlaidināšana parasti tiek veikta ar zemām frekvencēm, lai iegūtu sekundēs līdzīgus rezultātus krāsns atlaidināšanas lietojumiem, kas parasti prasa stundas.
mērķis:
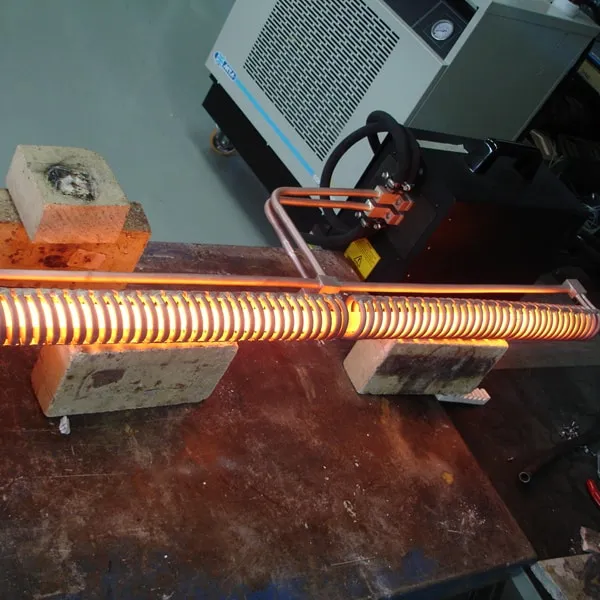
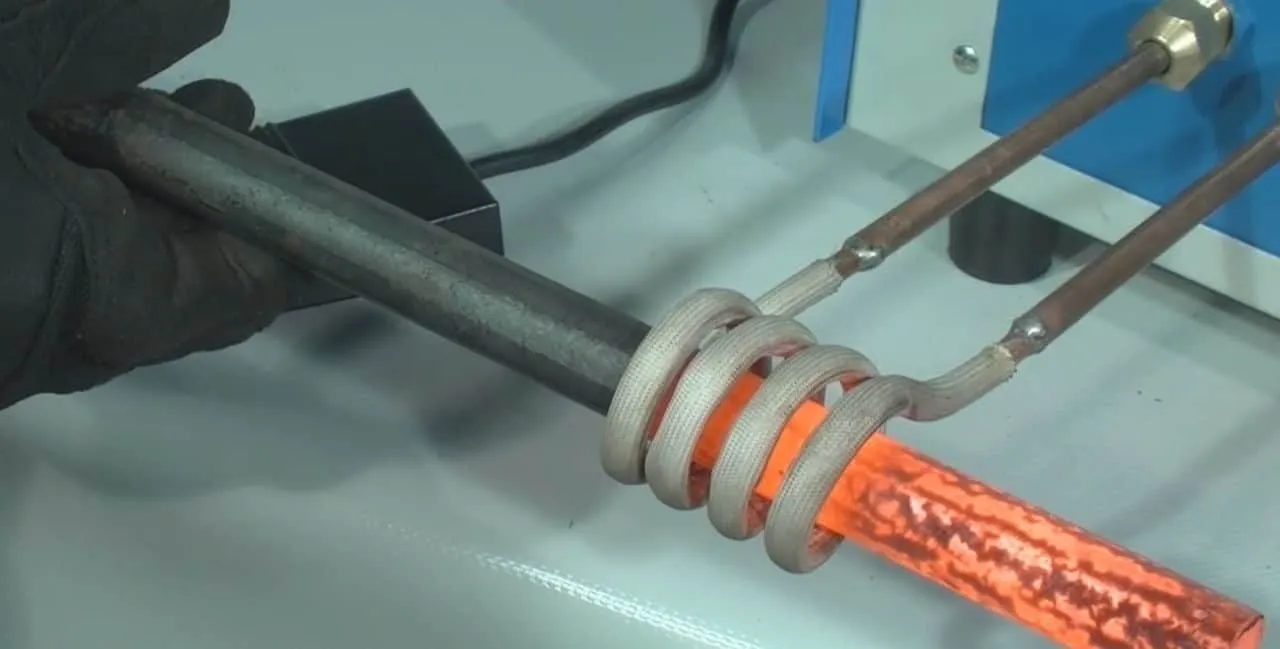
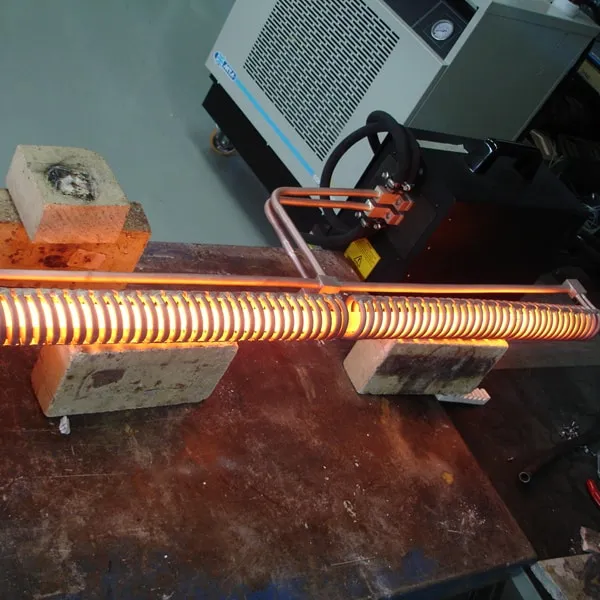
Indukcijas sildīšana ir piemērojama nepārtrauktam rūdīšanas procesam, kurā stiepļu materiāla padeve tiek veikta caur indukcijas spoli ar ražošanas ātrumu.
materiāls: Tērauda stieple no 3 mm līdz 12 mm diametrā
Temperatūra: 1922 ºF (1050 ºC)
Biežums: 90 kHz
Indukcijas apkures aprīkojums: DW-UHF-60 kW, 100 kHz indukcijas apkures sistēma, kas aprīkots ar attālo darba galviņu, kurā ir astoņi 1.0 μF kondensatori kopā 2 μF
- Trīs indukcijas sildīšanas spoles, kas izstrādātas un izstrādātas tieši šim lietojumam, lai aptvertu stiepļu diapazonu
diametri.
 Indukcijas rūdīšanas process:
Indukcijas rūdīšanas process:

Stiepļu krājumi tiek padoti caur četrdesmit pagrieziena spirālveida spoli ar ātrumu 6 metri / minūtē, sasniedzot vēlamo temperatūru, lai panāktu rūdīšanas procesu. Lielākajam stieples diametram tiek izmantota līdzīga 20 pagriezienu spirālveida spole
Stāstījuma process:
vajadzēja 6 krājumu padeves cauruļvadu apkuri ar gāzi darbināmā krāsnī ar vilšanās vilšanos mazāka diametra vados. Indukcija prasa par 50% mazāk enerģijas un samazina ražošanas līnijas nospiedumu par 90%
Rezultāti / ieguvumi Indukcijas apkure paredz:
- sildiet tieši vadā, ietaupot enerģiju un laiku
- ērta integrācija ražošanas līnijā, uzlabojot caurlaidspēju
- precīza siltuma kontrole
- vienmērīga siltuma sadale vadā
Ja tas tiek izmantots?
Indukcijas atlaidināšana tiek plaši izmantota automobiļu rūpniecībā, lai atlaidinātu virsmā sacietētus komponentus, piemēram, vārpstas, stieņus un savienojumus. Šis process tiek izmantots arī cauruļu un cauruļu nozarē, lai rūdītu sagataves. Indukcijas rūdīšanu dažreiz veic rūdīšanas stacijā, citreiz vienā vai vairākās atsevišķās rūdīšanas stacijās.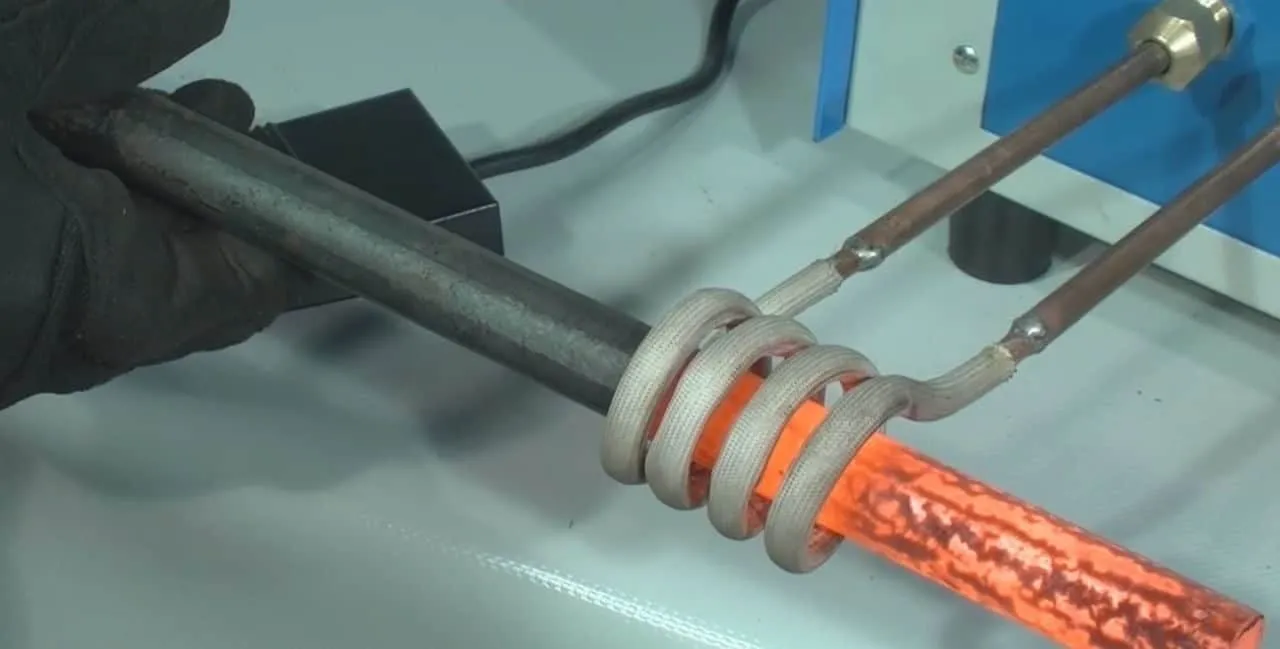
Kāpēc izmantot indukcijas atlaidināšanu?
Mūsu indukcijas atlaidināšanas process ātri rada rezultātus. Rūdītu tēraudu rūdīšana ir gan laika, gan temperatūras funkcija. Indukcijas rūdīšana izmanto īsāku sildīšanas laiku (parasti tikai sekundes) un augstāku temperatūru, lai iegūtu rezultātus, kas ir līdzvērtīgi krāsns rūdīšanas procedūrām, kurām bieži nepieciešamas stundas. Indukcijas atlaidināšanu var veikt visiem sacietējušajiem komponentiem. Rezultāts ir komponents ar paaugstinātu izturību, elastību un triecienizturību.
Kādi ir ieguvumi?
Galvenā priekšrocība indukcijas rūdīšana ir ātrums. Indukcija var apstrādāt sagataves minūtēs, dažreiz pat sekundēs. Krāsns atlaidināšana parasti ilgst stundas. Tā kā indukcijas atlaidināšana ir ideāli piemērota integrētai integrācijai, tā samazina komponentu skaitu procesā. Indukcijas atlaidināšana atvieglo atsevišķu sagatavju kvalitātes kontroli. Integrētās indukcijas temperamenta stacijas arī ietaupa vērtīgu grīdas platību.