Indukcijas virsmas rūdīšanas tērauda veidgabals
Apraksts
Indukcijas virsmas sacietēšanas tērauda stiprinājums līdz 1600 ºF (871 ºC) cietināšanai
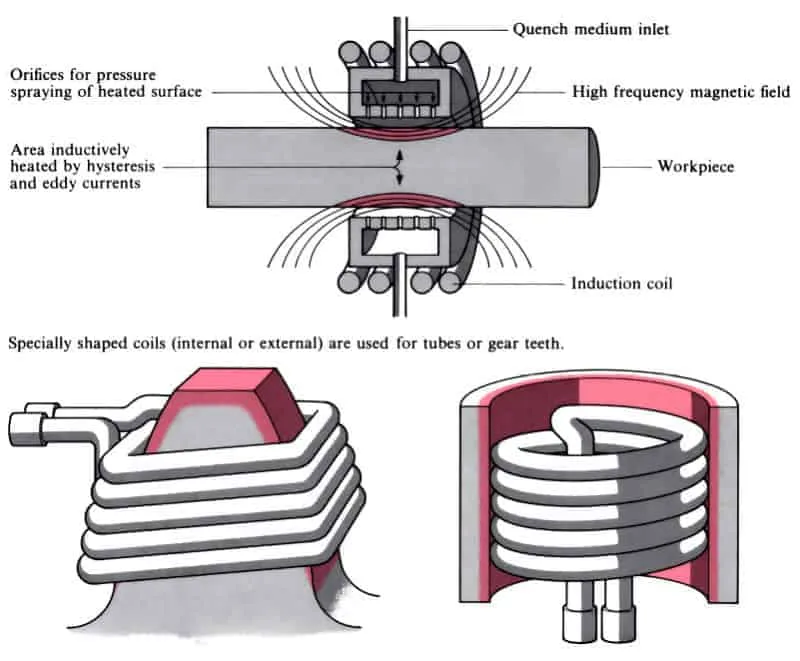
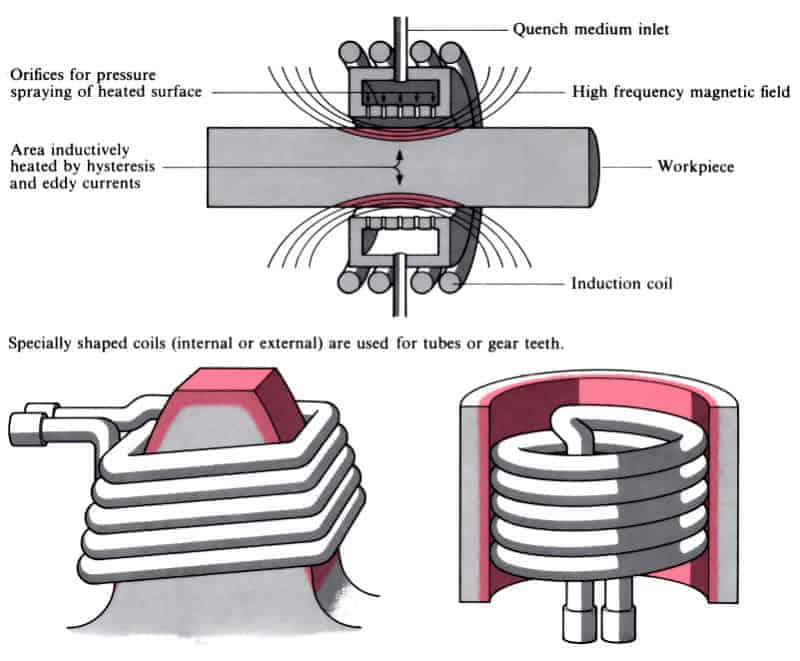
Apstrādāta detaļu ražotāja indukcijas virsmas rūdīšanas tērauda montāžu parasti veic ar indukcijas sildīšanu. Galvenie tehniskie parametri ir virsmas cietība, vietējā cietība un efektīvais sacietējušā slāņa dziļums.

Materiāls: tērauda veidgabali (0.75 ”/ 19 mm diametrs)
Temperatūra: 1600 ºF (871 ºC)
Frekvence: 368 kHz
Aprīkojums:
-DW-UHF-10kW indukcijas apkures sistēma aprīkots ar attālo siltuma staciju, kurā ir divi 1.0 μF kondensatori
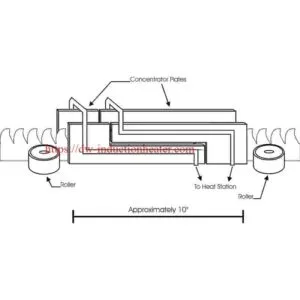
- Trīs pagriezienu pankūku spirālveida indukcijas sildīšanas spole, kas izstrādāta un izstrādāta tieši šim lietojumam
Indukcijas sacietēšanas process
Jūsu darbs IR Klientu apkalpošana indukcijas apsildes spoles konstrukcija ļāva daļu no apakšas pacelt apkures spolē. Dizains tika arī izveidots, lai nodrošinātu, ka tas labi darbosies klienta pašreizējā iestatījumā. Sākotnējā pārbaude notika ar temperatūru indikējošām krāsām, lai novērtētu apkures modeļa un sildīšanas ātruma vienmērīgumu. Ar labu siltuma režīmu paraugi tika apstrādāti ar laika intervālu 1.0, 1.25 un 1.5 sekundes. Paraugi pēc karsēšanas tika iemesti ūdens dzesinātājā, lai pabeigtu sacietēšanas procesu.

Rezultāti / ieguvumi
Ātrums: Armatūra tika sasildīta krietni mazāk nekā divas sekundes
Efektivitāte: Indukcija patērē mazāk enerģijas nekā konkurējošās apkures metodes
Pēdas / dizains: Indukcijas apkure var realizēt, aizņemot nelielu grīdas platību, kā arī spoles dizains iekļaujas klienta darbības kārtībā